14年專注電子散熱器生產
擁有各類生產設備1000余臺
具備年產6000萬件的生產能力
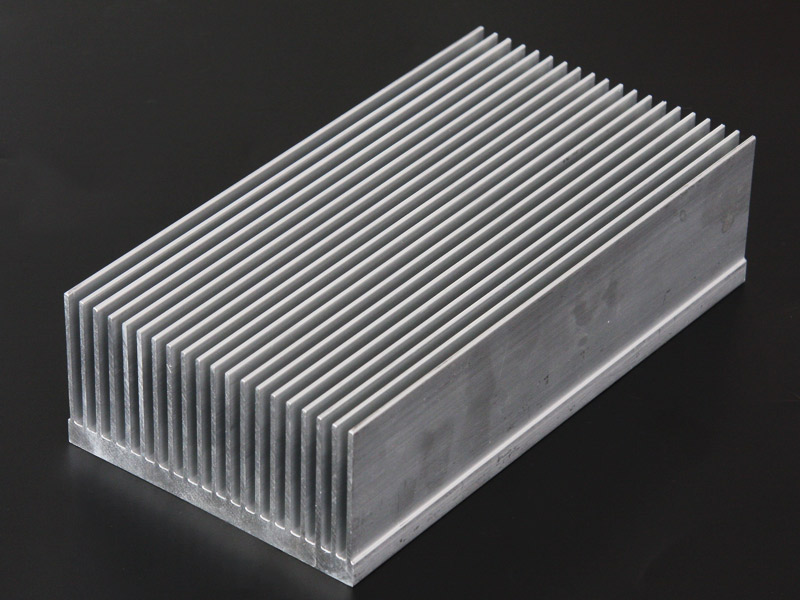
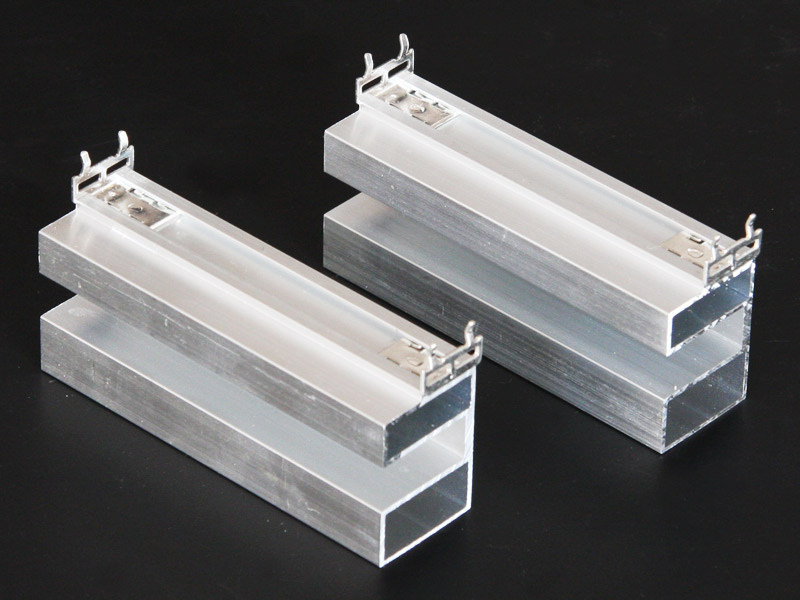
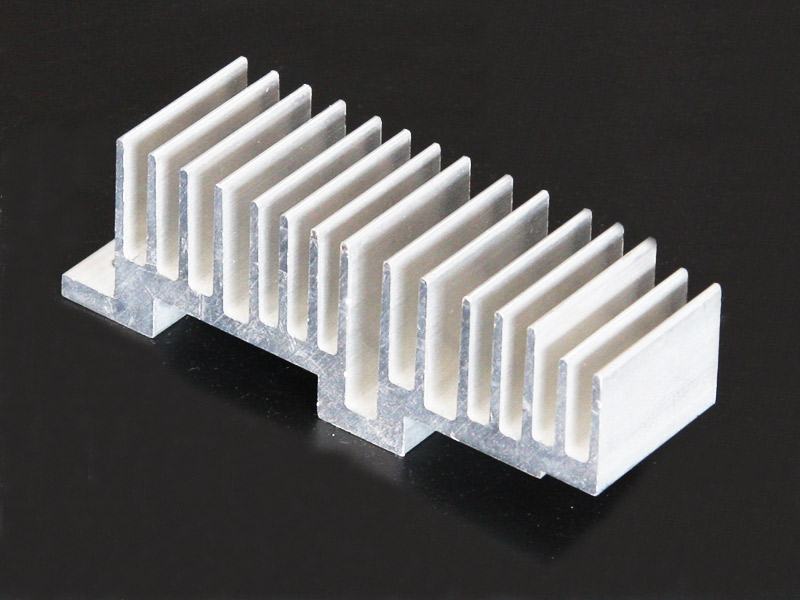
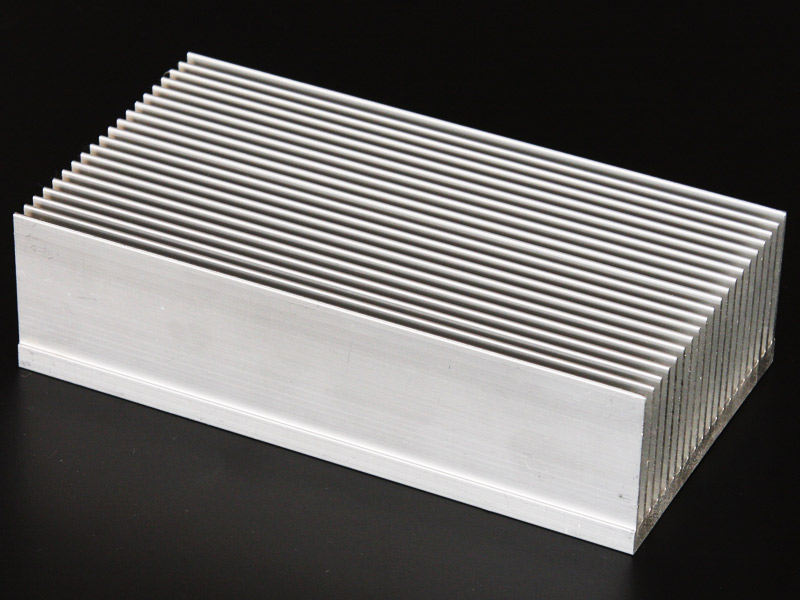
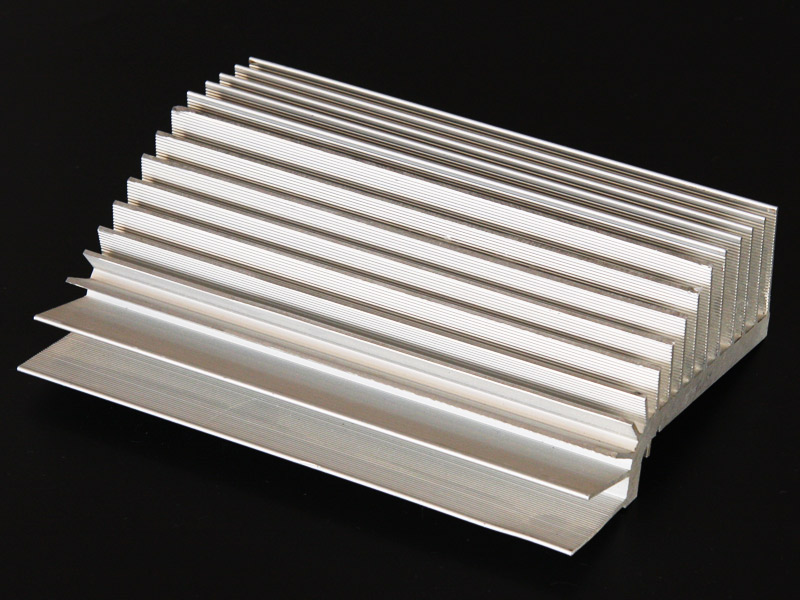
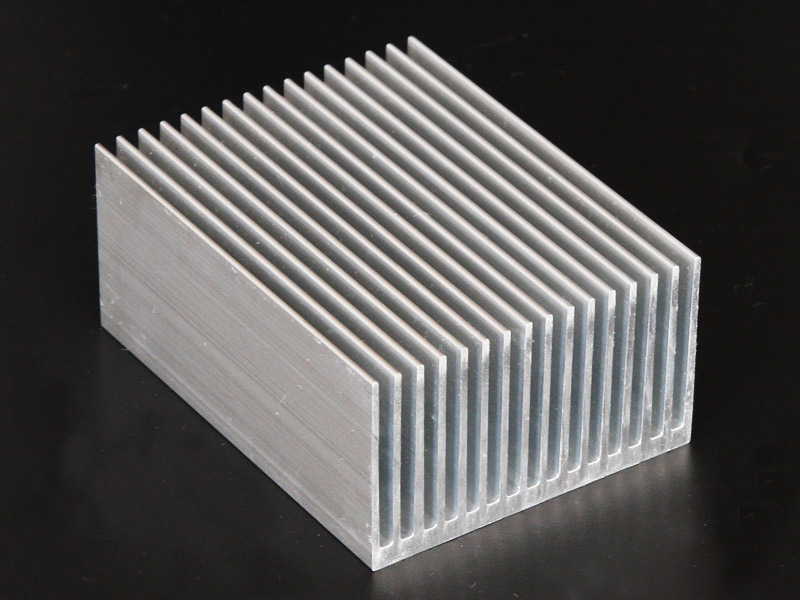
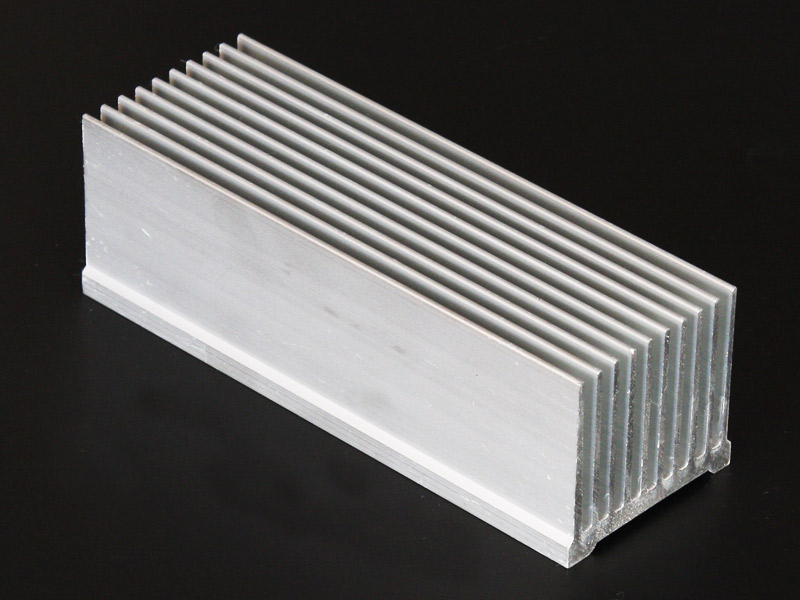
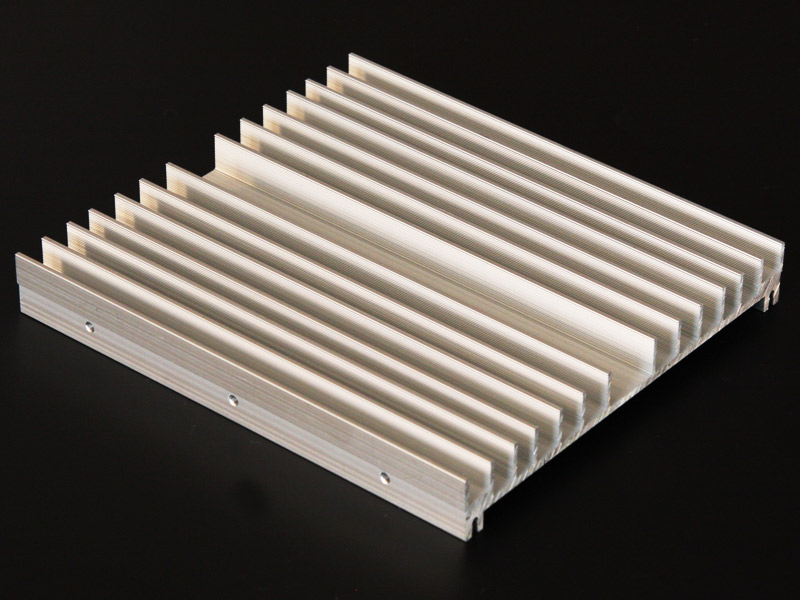
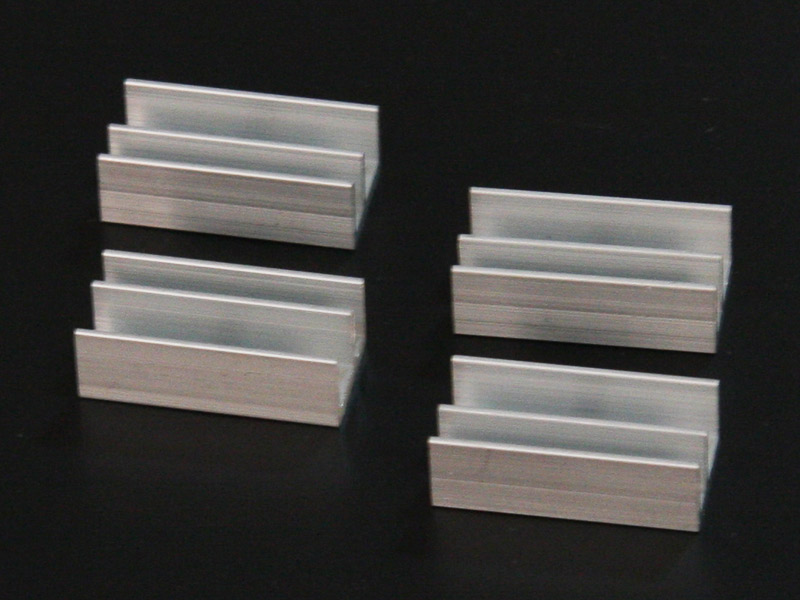
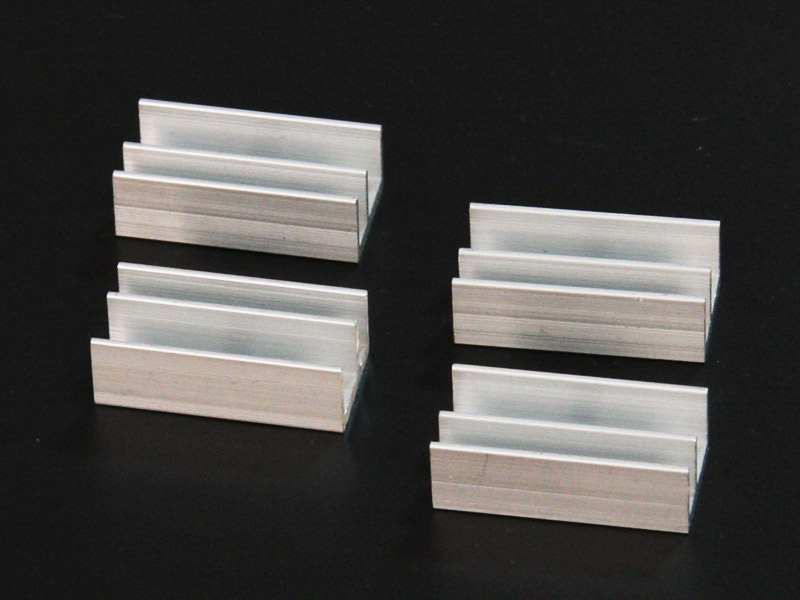
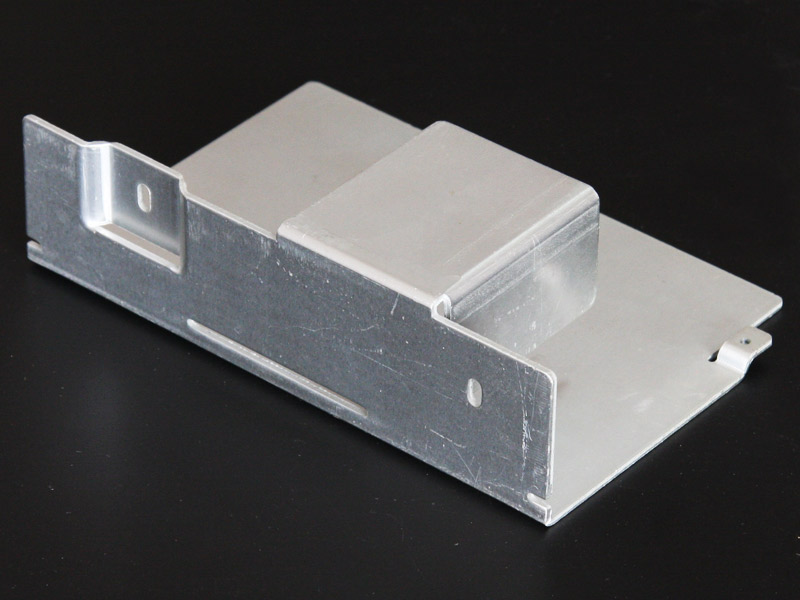
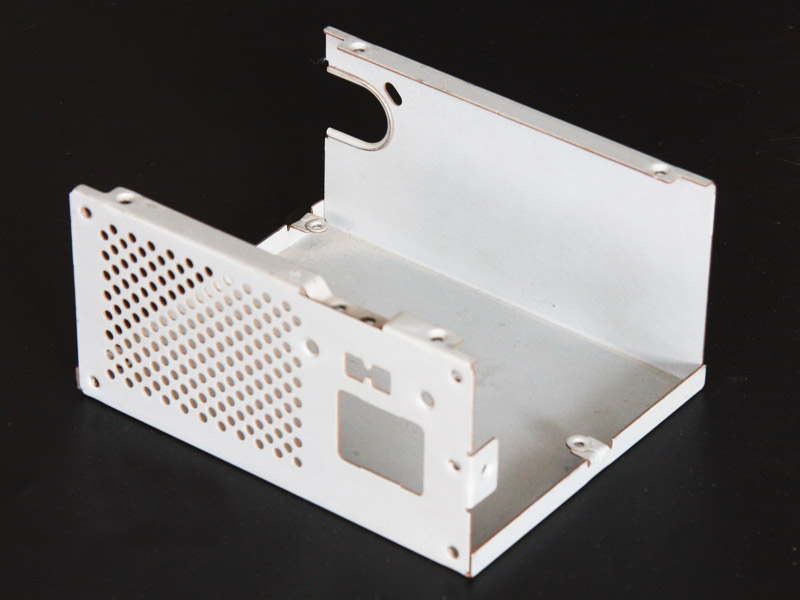
我們是一家主要生產家電及半導體用散熱器、結構件、沖壓件等產品,我們生產的散熱器,廣泛應用于電視機、空調機、電腦等電子尖端產品
擁有先進的檢測儀器和生產工藝,具有獨自開發設計新產品的能力,現有各類生產設備1000余臺。
聯系人:劉經理 電 話:0536-6282996 地 址:濰坊昌樂
PRODUCTS
News
現在我們身邊的電子產品越來越多樣,我們在選擇時不僅會在它們的功能方面進行比較,還會在外觀方面進行考慮,而外型輕薄化是...
現在我們身邊的電子產品越來越多樣,我們在選擇時不僅會在它們的功能方面進行比較,還會在外觀方面進行考慮,而外型輕薄化是當下電子產品的
LED部品組立車間已基本完工。
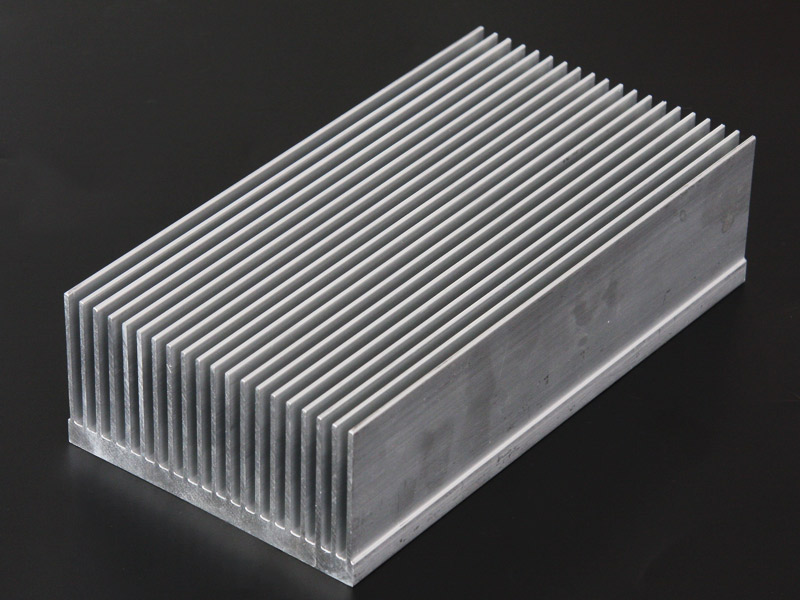
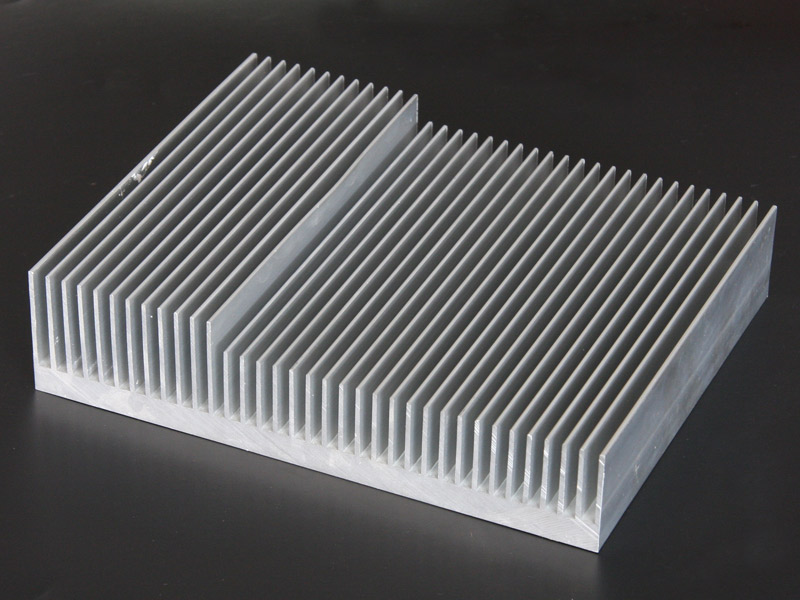
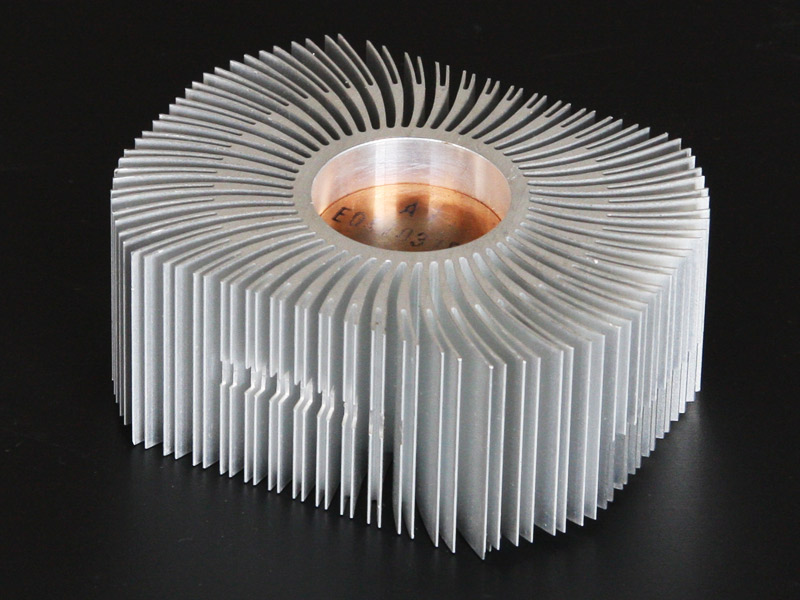
用鋁材質(含鑄鋁和鋁合金)做散熱器,與其它材質的比較有哪些優勢:比如節能性、節材性、裝飾性、價格、重量、其他等等方面。鋁合金的高效導
散熱器風扇工作原理介紹:是根據水溫,發動機負荷,信號傳遞給電腦,發動機電腦控制風扇高低速繼電器,同時還受空調壓力影響,原理是這樣的
COOPERATIVE PARTNER




























 魯公網安備 37072502000022號
魯公網安備 37072502000022號